Металлообработка
по чертежам
и образцам
Изготавливаем детали и узлы для промышленного оборудования: токарная, фрезерная, расточная, зубообрабатывающая, лазерная и электроэрозионная обработка. Работаем с единичными, мелкосерийными и длительными проектами — от срочной детали до многомесячных производственных циклов.

С каким запросом к нам приходят
Пять типовых ситуаций, в которых клиенты выбирают ТПК Брик. На каждый сценарий у нас отлажен маршрут: от первого контакта до готовой детали или партии.
Есть чертёж
Изготовим деталь или партию строго по конструкторской документации заказчика. Принимаем чертежи в любом формате: PDF, DWG, 3D-модели.
Прислать чертёжЕсть образец
Снимем размеры с готовой детали, подберём материал и технологию, предложим вариант изготовления. Чертежи делаем сами.
Обсудить образецЗамена импортной детали
Разработаем решение под импортозамещение узла. Реверс-инжиниринг, подбор аналогов материалов, согласование допусков.
Подобрать аналогНужен ремонт узла
Восстановим вал, посадочное место, корпусную деталь или узел. Наплавка, последующая мехобработка, контроль геометрии.
Запросить ремонтКрупногабаритная обработка
Согласуем техническую возможность и окно в производственном плане. Детали до 25 т, длина до 6000 мм.
Забронировать окноВиды металлообработки
ТПК Брик выполняет полный комплекс механообработки и сопутствующих производственных операций — от подготовки заготовки до финишной обработки, наплавки и восстановления детали.
 До 25 т · Ø 1600 × 6000 мм
До 25 т · Ø 1600 × 6000 мм
Токарные работы
Обработка деталей Ø до 1600 мм и длиной до 6000 мм, включая тяжёлые детали на Skoda W‑160G.
Подробнее HALKAN HV2514 · стол 2500×1200
HALKAN HV2514 · стол 2500×1200
Фрезерные работы
Обработка плоскостей, пазов, посадок и корпусных деталей. Ходы X 2600, Y 1400, Z 800 мм.
Подробнее Станки 1620, 1630, 3642, TOS
Станки 1620, 1630, 3642, TOS
Расточные работы
Обработка отверстий, координатных баз и габаритных корпусных деталей. Продольные ходы до 6000 мм.
Подробнее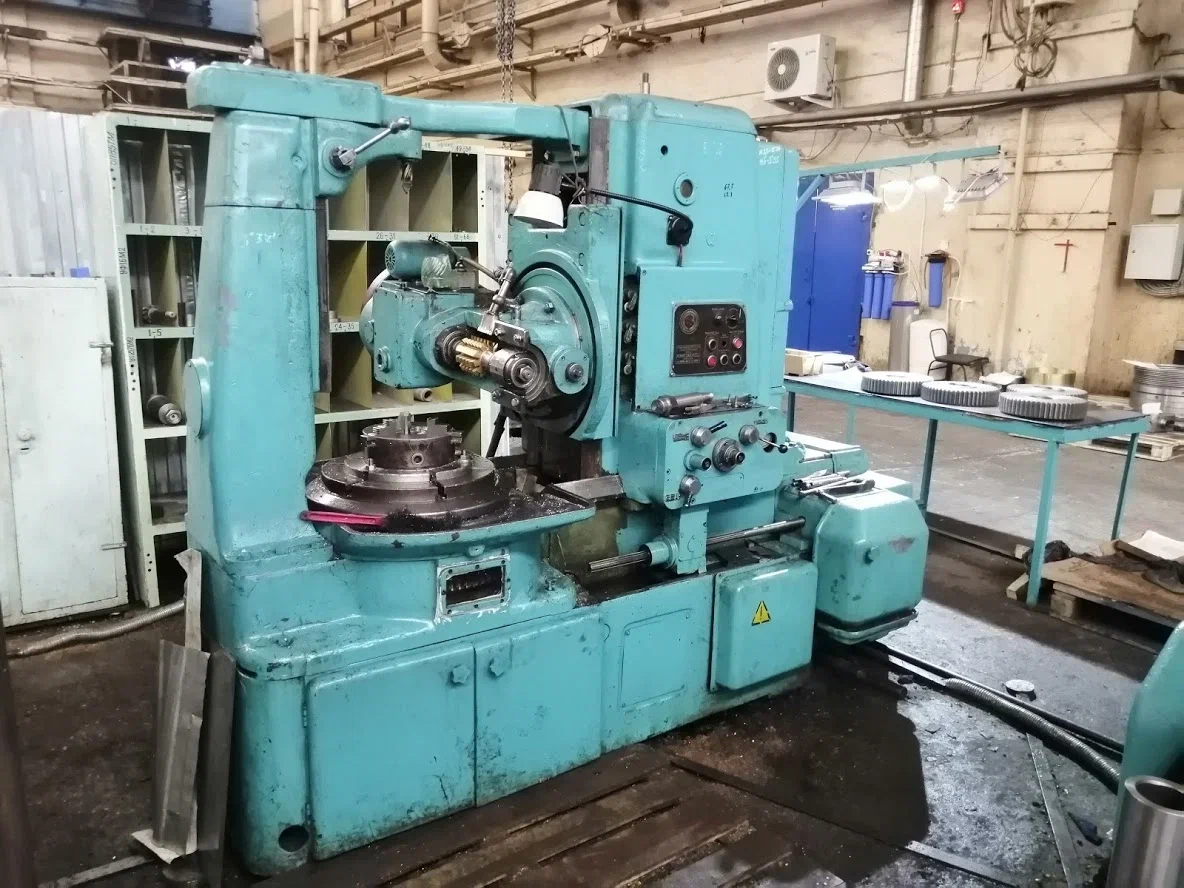 Шестерни · вал-шестерни · звёздочки
Шестерни · вал-шестерни · звёздочки
Зубообработка
Изготовление шестерён, вал-шестерён и звёздочек для приводов и механизмов промышленного оборудования.
Подробнее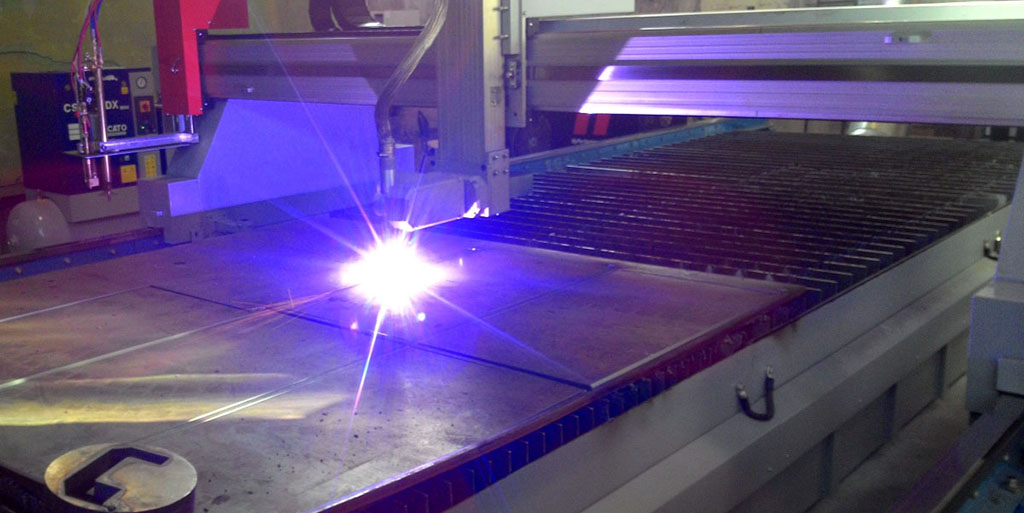 Bodor A3 1500W · 3000×1500 мм
Bodor A3 1500W · 3000×1500 мм
Лазерная резка
Раскрой листа 3000×1500 мм, толщина резки конструкционной стали до 10–12 мм.
Подробнее DK7780M · 1000×800×580 мм
DK7780M · 1000×800×580 мм
Электроэрозионная резка
Точная обработка сложного профиля и контуров там, где стандартной фрезеровки недостаточно.
Подробнее Круги и профиль до Ø 615 мм
Круги и профиль до Ø 615 мм
Резка заготовок
Подготовка кругов, профиля и заготовок под механообработку и сварку на ленточнопильном участке.
Подробнее FOCUS.ARC · ESAB Warrior
FOCUS.ARC · ESAB Warrior
Наплавка и восстановление
Ремонт валов, шеек, посадочных мест и деталей после износа. Сварка, наплавка, финишная мехобработка.
ПодробнееКакие детали и узлы берём в работу
Изготавливаем типовые и нестандартные детали для промышленного оборудования. В кейсах компании уже подтверждены работы по валам, вал-шестерням, шкивам и изготовлению по чертежам заказчика — блок ниже построен на реальной номенклатуре.




Также берём в работу корпусные детали, плиты, опоры, кронштейны, посадочные узлы под подшипники и уплотнения, а также нестандартные детали для ремонта и модернизации оборудования.
Производственные возможности и габариты обработки
98 единиц станочного парка, четыре ключевых производственных направления и конкретные подтверждённые габариты — не маркетинг, а технические характеристики оборудования, на котором мы работаем каждый день.
Токарная обработка
Фрезерование и расточка
Заготовка и листообработка
Высокоточная обработка
Не уверены, проходит ли ваша деталь по габаритам?
Пришлите чертёж — технолог проверит технологичность и подберёт оборудование под задачу.
Берём крупные
и тяжёлые детали
в работу
Отдельное направление компании — крупногабаритная механообработка. Парк тяжёлых токарных и расточных станков позволяет обрабатывать массивные детали, корпусные изделия, плиты, барабаны и фланцы, которые не помещаются в типовой станочный парк подрядчиков.
Тяжёлая токарная группа, Skoda W‑160G
Максимальный диаметр обработки
Длина обработки на тяжёлой группе
Продольный ход для крупных корпусов и плит
Тяжёлая токарная группа
Skoda W‑160G и токарная группа 1М65 для деталей массой до 25 т.
Корпуса, плиты, фланцы
Расточные и фрезерные участки для крупных корпусных изделий.
Резервирование мощности
Заказы принимаются с оценкой загрузки и окном в производственном плане.
Длительные циклы 30–40 смен
Управляем сложными проектами с несколькими производственными участками.
Как проходит работа по заказу
От первого письма с чертежом до отгрузки готовой детали — пять чётких этапов с понятной зоной ответственности на каждом шаге. Без сюрпризов в сроках и стоимости.
Получаем задачу
Принимаем чертёж, образец или описание задачи в любом формате: PDF, DWG, 3D-модели, фото детали. Фиксируем входные данные, материал, требуемые сроки и объём партии.
Технологическая проработка
Технолог проверяет технологичность, материалы и габариты, подбирает маршрут обработки и оборудование. Если нужно — уточняем детали с конструктором заказчика.
Согласование сроков и стоимости
Согласуем стоимость, объём партии и окно в производственном плане. Для крупных проектов резервируем мощности на конкретные смены, без размытых обещаний «когда-нибудь».
Изготовление
Изготавливаем деталь или партию на собственном парке. При необходимости — сварка, наплавка и последующая механообработка. Контроль на каждом ключевом переходе.
Контроль, упаковка, отгрузка
Проводим финальный контроль качества и геометрии, упаковываем согласно требованиям перевозки и отгружаем заказ. Передаём паспорт качества и сопроводительные документы.
От срочной детали до многомесячного проекта
Производственный план ТПК Брик включает и короткие заказы на 1–5 смен, и длительные циклы на 30–40 смен и более. Умеем и быстро вытачивать единичную деталь, и планово вести сложные проекты с несколькими участками.
Срочные единичные детали
Берём в работу единичные детали, замены изношенных узлов и аварийные ремонты. Включаем заказ в текущую загрузку без срыва основного производственного плана.
- Быстрая постановка в план без потери приоритета крупных проектов
- Аварийные ремонты и замены изношенных узлов оборудования
- Реалистичный срок на основе фактической загрузки, не «с потолка»
Многомесячные проекты
Планово ведём сложные проекты с участием нескольких производственных участков и контрольными точками. Резервируем мощности заранее, согласуем график и соблюдаем сроки.
- Несколько участков: токарка, фрезеровка, расточка, наплавка — в одном цикле
- Резервирование мощностей под крупные корпусные и тяжёлые детали
- График и контрольные точки с прозрачной отчётностью на каждом этапе
Примеры выполненных работ
Реальные детали и узлы, изготовленные на производстве ТПК Брик по чертежам и образцам заказчиков. Полное портфолио по металлообработке — в разделе кейсов.

Изготовление вал-шестерни КТ30.421.000.05: точность и надёжность для энергетического сектора
Полный цикл изготовления по конструкторской документации: токарка, зубофрезеровка, контроль геометрии.
Смотреть работу
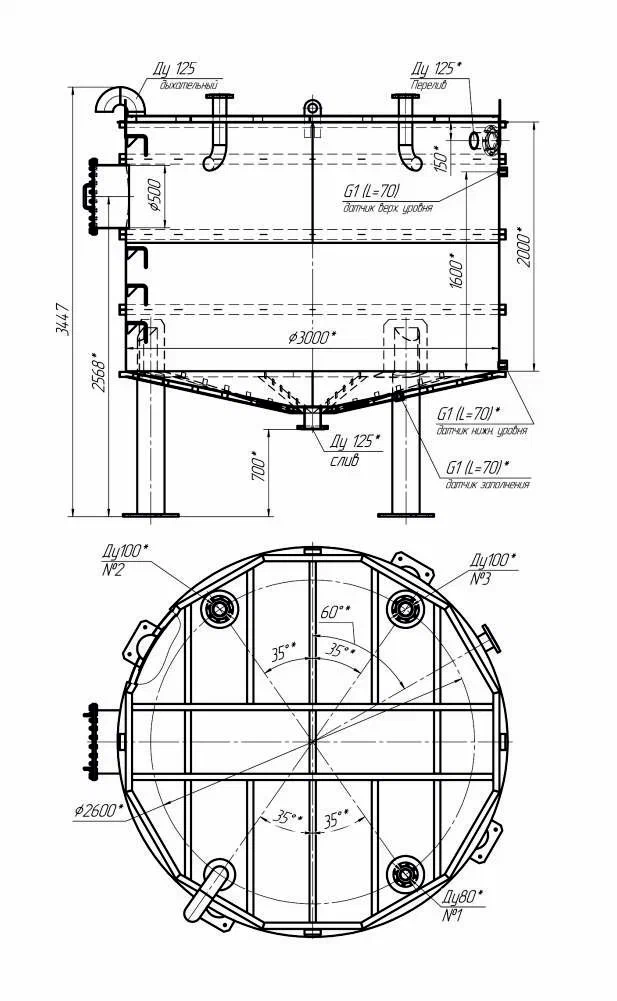
Высокоточные детали для фильтрующего оборудования по чертежам
Изготовление прецизионных корпусных деталей для промышленных систем фильтрации по КД заказчика.
Смотреть работу
Изготовление натяжного вала для асфальтобетонного завода (АБЗ) по образцу
Воспроизведение детали по образцу заказчика без полного комплекта КД: замеры, подбор материала, токарка.
Смотреть работу
Изготовление проставок подшипника для сахарных экстракторов
Серийное изготовление проставок для оборудования пищевой промышленности с соблюдением посадок и допусков.
Смотреть работуЧасто задаваемые вопросы
Отвечаем на типовые вопросы инженеров и специалистов по закупкам. Если не нашли ответ — позвоните в технический отдел или пришлите задачу.
01 Какие данные нужны для расчёта стоимости детали?
Для точного расчёта нам нужны: чертёж детали (PDF, DWG или 3D-модель в формате STEP/IGES), марка материала или требования к нему, количество (единичное изготовление или серия), требуемые сроки и допуски.
Если чертежа нет — пришлите фото детали с линейкой или образец, и технолог снимет размеры самостоятельно. Расчёт обычно занимает 1–3 рабочих дня.
02 Можно ли заказать изготовление по образцу без полного комплекта КД?
Да, это один из ключевых сценариев нашей работы. Мы принимаем образец, снимаем размеры, подбираем материал и технологию изготовления. При необходимости разрабатываем чертёж самостоятельно и согласовываем его с заказчиком до запуска в производство.
Этот подход особенно востребован при импортозамещении и ремонте изношенных узлов, когда оригинальной документации уже нет.
03 Берёте ли в работу единичные детали?
Да. Около половины нашей работы — это единичные и мелкосерийные заказы: ремонтные детали, замены изношенных узлов, прототипы. Срочные единичные заказы включаем в текущую загрузку без срыва крупных проектов — обычно цикл изготовления составляет от 1 до 5 смен.
04 Делаете ли крупногабаритную механообработку?
Да, это одно из наших ключевых направлений. На тяжёлой токарной группе (включая Skoda W‑160G) обрабатываем детали массой до 25 тонн, диаметром до 1600 мм и длиной до 6000 мм. На расточных и фрезерных участках — крупные корпусные детали и плиты.
Для таких заказов важно заранее согласовать окно в производственном плане, поэтому пришлите задачу как можно раньше.
05 Можно ли восстановить деталь вместо изготовления новой?
Часто да, и это экономически выгоднее новой детали. Мы восстанавливаем валы, шейки, посадочные места, корпусные детали методом наплавки с последующей механической обработкой и контролем геометрии.
В парке несколько тяжёлых сварочных постов: FOCUS.ARC, Artsen PRO, ESAB Warrior. Решение о целесообразности восстановления принимаем по фото или после осмотра детали.
06 Как заранее забронировать мощности под длительный проект?
Для проектов на 30–40 смен и более мы резервируем мощности заранее. Алгоритм такой: вы присылаете чертежи и ориентировочные объёмы — мы оцениваем загрузку участков, согласуем график с контрольными точками и фиксируем окно в производственном плане.
Это позволяет работать без срыва сроков даже при сложных проектах с участием нескольких производственных участков (токарка, фрезеровка, расточка, наплавка).
Отправьте чертёж
или задачу на расчёт
Пришлите чертёж, 3D-модель, эскиз или фото детали. Технолог проверит технологическую реализуемость, предложит маршрут обработки, рассчитает срок и стоимость — для крупных заказов согласуем окно в производственном плане.
- Расчёт за 1–3 дня с технологической проработкой и маршрутом
- Принимаем любые форматы: PDF, DWG, STEP, IGES, фото детали или образец
- Без обязательств: расчёт и консультация технолога — бесплатно
Заполните форму
Технолог свяжется с вами в течение рабочего дня.